
Detergent enzymes have been used for a century in laundry. Enzymes are no longer a minor additive and have become an essential ingredient in modern detergents. The major classes of detergent enzymes include proteases, lipases, amylases, and cellulases. Proteases are the first used and the most common detergent enzymes, therefore, presently have many commercial forms on market. Enzymes in detergents actually hydrolyze their substrate in soils attached to fabrics or glassware. Alkaline proteases cleave peptide bonds in protein-based stains and hydrolyze proteins into soluble polypeptides or free amino acids; amylases clean by breaking down the α-glycosidic bonds in starch-based soil and catalyze the hydrolysis of starch into sugars, and lipases cleave ester bonds and catalyze the hydrolysis of fats (triglycerides) into free fatty acids and glycerol. Cellulases clean by hydrolysis of β-glycosidic bonds and remove the
protruding fibers, pills and fuzzes from cottons and provide bio-finishing, fabric care and maintenance of whiteness or color clarity of fabrics. Mannanases and pectinases are also added to the detergent formulation in combination with other enzymes i n order to hydrolyze mannane and pectin-based stains, respectively.
The most important benefit of using biological detergents is that they are effective in removing stains at much lower tem- peratures and they reduce the water consumption. In this way, it become both environmentally friendly and economical reducing energy consumption without affecting the cleaning performance. Another advantage of enzyme in terms of environmental concerns, enzymes are derived from renewable sources and by incorporating enzymes into detergent structures, cleaning can be performed using less chemicals. The usage of enzymes in detergent formulations also reduces the use and handling of solvent and toxic compounds. The ability to wash at lower temperatures also means that delicate mate- rials such as wool and silk can be washed without any damage and lower temperatures are also useful for protecting the colors of dyed clothes such as jeans. Moreover, the high cleaning effect of the enzymes ensures that the laundry is thoroughly cleaned even in a short wash cycle eliminating the need for repeated washing for the removal of stubborn stains.
Do enzymes really improve cleaning power? Detergents are made up of a mixture of substances, but most importantly contain chemicals called surfactants that break up and remove dirt. Surfactants which include common hand soap are usually amphiphilic, meaning that one end of the molecule is hydrophilic (it is attracted to water) and the other is hydrophobic (it repels water). The hydrophobic end sticks to
the surface of oily dirt, while the hydrophilic end attaches to water. Water molecules pull the surfactant away from the clothes taking the dirt with them to be washed away at the end of the washing cycle. Surfactants alone, however, are not enough to keep clothes clean and smelling fresh, so laundry detergents often contain a host of other ingredients, such as optical brighteners, perfumes and enzymes. To distinguish between a detergent that contains enzymes and one that does not, products use the terms ‘biological’ and ‘non-biological’ respectively. But do enzymes really improve cleaning power? Enzymes provide extra help to break down stains that are otherwise hard to remove. The main advantage of using a biological detergent is that it is effective at lower temperatures and in quick washes, which saves time, energy, water and money. There are four major classes of detergent enzymes, each with a different use: proteases remove protein stains; lipases break down fatty materials; amylases remove stains from starch-based food; and cellulases break down the small cotton fibres that form on the fabric surface during use, helping to release dirt and keep the fabric smooth. Most biological detergents combine enzyme types – often using proteases and lipases – to improve their overall performance. If small amounts of biological detergent remain on clothing, however, they can irritate sensitive skin. For this reason, the use of non-biological detergent is preferred in some situations, particularly for washing clothes for babies. For tackling tough stains, however, non-biological detergents often need to be used at a higher temperature. enzymes formulation for the detergent industries
Granulates – risk free handling
Unique combination of high – shear granulation and various coating technologies. This results in an effective encapsulation of the enzymes, which isolates it from the environment until the moment the detergent product is dissolved into the washing solution. In addition to ensuring optimal stability of the enzymes while being
stored within the detergent, the granulate form also prevents undesired exposures.
Do granulate enzymes beneficial for detergent industries?
The mixing of the different components in order to encapsulate the enzyme is very important to control. The typical procedure is first to add all solid materials to the granulator, and add the binder solution hereafter. The type of granulator used for this granulation process is usually a high-shear mixer; but also a fluid bed coating granulator can be used. Herein layers of enzyme and protective coating are sprayed onto a core. The addition order and application method of the ingredients varies depending on the type of the produced granulate..
In A granules , enzymes are homogeneously mixed with stabilizing agents, like sugars and salts, to create a core. Then, this core is coated with a protective layer consisting of polymers like polyethylene glycol, salts, anti-dust agents like kaolin or calcium carbonate and colors (Fig. 2.9-a).
The enzyme-containing core is manufactured by mixing the stabilizer and enzymes. Generally, one the following methods are employed: a) a solution containing an enzyme and a stabilizer is dried, followed by granulation; b) a solution containing enzyme and a stabilizer is subjected to a wet granulation process; and c) powders of enzyme and stabilizer are blended uniformly, followed by granulation. The first method is more utilized (US 5,858,952).
The particle size of granulates ranges between 300-1200μm. It is important to have particle size similar to that of the rest of the detergent components in order to prevent segregation during transportation. The average
In the enzymes are mixed with binders and adsorbed to an inert core. Then, the raw granule is coated with several protective layers containing salts and polymers (B). The A has greater stabilizing effect on the enzymes, since the numerous coating layers comparatively prevent the diffusion of moisture and oxidizing agents. Although, visually A and B- type granulates are similar in appearance, but the later have a higher bulk density. They also have better dissolution rates, since enzymes are adsorbed on a single layer.
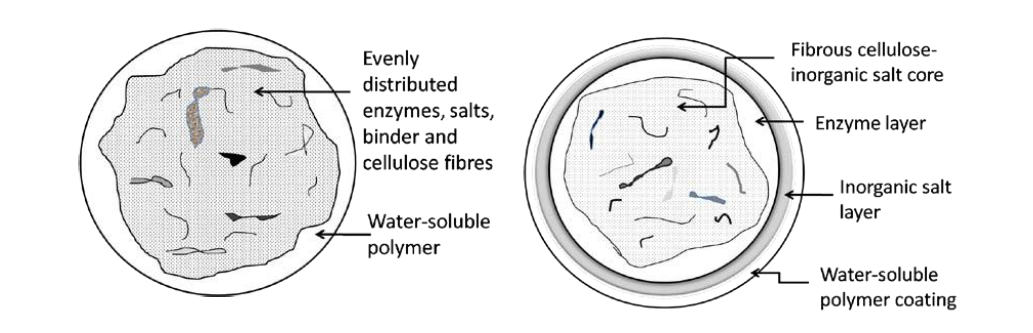
Figure Structure of enzyme-containing granules. a) granule: A core containing evenly distributed enzymes, salts, binder and cellulose fibers made by high- shear granulation, then coated with a water-soluble polymer. b) core of fibers, inorganic salt and binder-made in a shear granulator, enzyme and subsequent scavenger salt layers sprayed in a fluid bed, and final coating by a water- soluble polymer.
Some typical components comprising an enzyme granule are:
Core:
Enzyme concentrate
Filler/granulation aid (clay, kaolin, cellulose fibres, etc.)
Binder solution (dextrin, polyvinyl pyrrolidone (PVP), )
Matrix material (sugar + starch, Na2SO4, NaCl, Na2CO3, )
Coating:
Inorganic salt as protection and/or scavenger layer (Na2S2O3, Na2SO4, MgSO4, etc.)
Polyethylene glycol (PEG), Polyvinyl alcohol (PVA), stearic acid, latex polymers, methylhydroxypropylcellulose (MHPC)
Colouring agents (TiO2, CaCO3, etc.)
The enzyme concentrate purified from the fermentation broth is usually either a constituent of the actual core, or it is sprayed onto the core after it has been formed (B) or directly mixed with the core ingredients (A). The addition of cellulose fibres to the core material can have multiple effects. First of all the fibres can act as an anti-lumping agent, i.e. they make the granulation much easier to control. Secondly, they act as a reinforcement of the granule core, i.e. they tie the components together also in stressed situations. A third advantage of cellulose fibres is that they can reduce crack propagation in the granule. The cracks can only propagate until they reach a fibre which distributes the forces into the surrounding material. This is often enough in order for the crack propagation to be terminated. Salts are primarily added as matrix builders, since they are cheap and easily dissolve in water. However, they can also be added as a protective or scavenger layer outside the enzyme layer. The kaolin and clay are added as cheap fillers in order to reach the required density. As binder material several polymers can be chosen. One of the most common is polyvinyl pyrrolidone (PVP), which also helps stabilising the
enzyme. Another common binder is dextrin. In the coating process a protective layer of about 10- 15μm in thickness is applied to the granule core. The coating protects the enzyme granules from degradation by the sometimes harsh environment and prevents the enzyme from escaping the granule. The most common coating material is polyethylene glycol, PEG 900-4000. In order to get the desired
appearance of the granule, a coloring agent is often added to the final coating. A very common choice is TiO2 (white). Depending on the customer desires other colors are also employed (blue, green, red, etc.) All components, except cellulose, comprising the detergent enzyme granule are water-soluble.
The major quality parameters of granulates are listed below:
- Low dust release
- Enzymatic stability in detergent
- Uniform particle size distribution
- Bulk density
- High enzyme release
- Total solubility
- Cake strength (stickiness)
- Low odor
- Low production price